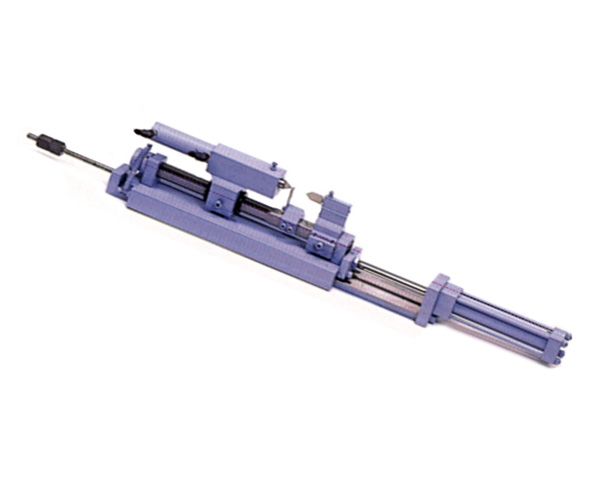
新式液壓滾絲機的產品用途:
螺紋絲頭通止環規、長度規等 滾絲機是用切削與滾軋螺紋一次成形來喧到鋼筋端頭強化和螺紋加工的意圖,處理了鋼筋在加工前鋼筋端頭進行預處理的問題,以及同類的設備需屢次數軋成的問題,這樣現場減少了工序加工和屢次鋼筋轉移,提高了現場出產加工功率;滾絲機運用一個滾絲頭可完成對多種標準鋼筋進行滾軋加工,處理了同類設備對鋼筋端頭加工直螺紋需每種標準一個滾絲頭的情況。滾絲機選用內出冷卻液,處理了滾軋加工時排屑問題,自動化強度高,進給自動停機復位自動停機。
新式液壓滾絲機運用留神事項介紹。我們在運用液壓滾絲機的時分,需求留神下面十個要害。
1、冷卻液體有必要運用水溶性乳化冷卻液,制止運用油性冷卻液,更不可用一般潤滑油替代。
2、沒有冷卻液時制止滾軋加工螺紋。
3、待加工的鋼筋端部應平整,有必要用無齒鋸下料。且在端部500mm長度規模內應圓直,不容許彎曲,更不容許將氣割或切斷機下料的端頭直接加工。

4、在初始切削時進給應均勻,切勿猛進,以防刀刃崩裂。
5、滑道及滑塊應守時拾掇并涂油。
6、鐵屑應及時拾掇潔凈。
7、冷卻液體箱半月拾掇一次。
8、減速器應守時加油,堅持規則油位。
9、滾絲機應守時進行保養。
10、機床的機殼有必要牢靠接地后再運用。