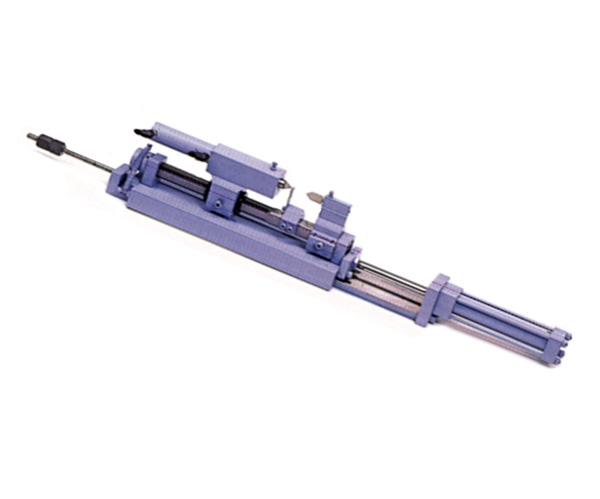
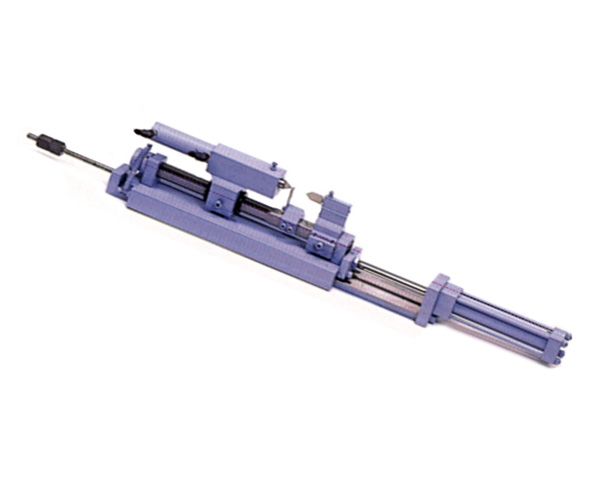
自動滾絲機的作業原理:在滾絲機上冷軋加工小模數漸開線花鍵的原理。L、R是參數相同的一對漸開線滾軋輪,別離設備在滾絲機的兩根主軸上,并可在傳動組織的驅動下同向同步旋轉。R輪可由油缸驅動進行徑向進給運動,L輪可通過調整組織的調整與R輪在工件P外表的壓痕重合。工件P以兩中心孔定位夾緊,調整夾具可使工件軸向移動,在受力時可繞夾具上過O點與機床主軸平行的軸線搖晃一個Φ角,以保證工件在冷軋進程中始終保持與兩滾軋輪處于自在對滾狀況,同時便于裝夾工件。
主動循環方法:建議液壓電機,將選擇開關扳至主動,依據液壓需求別離調整主動進滾壓時刻和撤離停歇時刻,這時滑動座在行進時刻繼電器操控的液壓力效果下作進給運動,滑動座在撤離停歇時刻繼電器操控下,作撤離停歇運動。
腳踏式循環方法:將腳踏線接頭插上,這時時刻繼電器中止作業,用腳踏下開關,滑動座在液壓壓力下作行進運動,在結束作業滾壓后抬腳,滑動座在液壓壓力效果下退回。
II設備滾絲輪時,應將連根輪桿擦凈,裝卸滾絲輪時先別離將輪桿支撐座卸下,將滾絲輪裝在輪桿上,憑仗調整墊圈將滾絲輪調到所需求的軸向方位,兩滾絲輪端面應盡量調一 水平面上,滾絲輪與支撐座軸承間以墊圈相結合,避免滾絲輪軸向竄動。
III支撐座應在工件中心方位,隨滾壓工件直徑的改動,支撐座方位也需求改動,調整方法:松開兩個固定螺栓,將支撐座移到所需求方位,緊固螺栓即可。

液壓滾絲機特征:
1、液壓滾絲機是本機床首要體系,它首要使滑動座做進給運動和退回運動。
2、液壓滾絲機進給可使滑動座前面的輪桿發作四個進程:行進、滾壓、撤離、停歇四個進程,由兩個時刻續電器或腳踏開關操控,可結束手動、主動循環兩種作業方法,壓力巨細能夠調整溢流閥手柄,滑動座進給的快慢可調整節流閥手柄(以機床銘牌所標方向調整),以防液壓沖擊壓力表在調整壓力巨細后有必要關閉表開關。
3、液壓體系選用齒輪泵,該泵具有抗污才干好,自吸力強等利益,首要管路選用高壓膠管,具有耐沖力、防顫抖、經久耐用。
4、液壓體系選用46號以上液壓油,用量為150公斤,運用依據周圍環境、溫度更換新油(一般不跨越2000小時),冬天溫度較低更應留心油質的改動、油泵吸油過濾器應每500小時拾掇過濾一次,過濾器過臟易損壞齒輪泵或阻塞各種液壓件。
5、當環境溫度過高或作業環境差,油溫過高時,用戶應自備冷卻器降溫,以防影響運用。