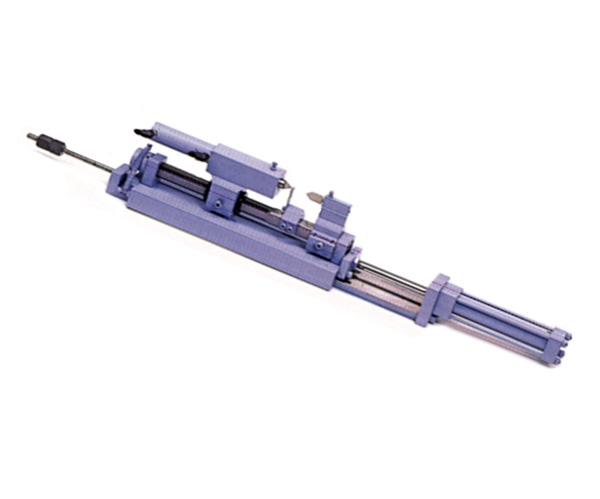
滾絲機是怎么液壓螺紋
滾壓是某些金屆資料的坯件受到具有必定截形的滾壓東西之軋制而產地理性變形,從而形成相應截形丁件的一種工藝辦法。
由此可知,液壓螺紋是一種無屑加丁辦法,滾絲機其實質是使用某些資料在冷態下的可塑性來進行加丁,使坯件在滾限東西壓力的作用下產生塑性變形、輾創出相應的螺紋。在液壓螺紋的進程中,實踐就是被加工螺紋是由滾壓東西作業螺紋擠出的坯件金屬重新分配的成果。
在冷態下實現螺紋滾壓進程從1831年就開始了,早先是使用控絲機搓制緊固鐵路枕木用的螟栓。但是直到1940印以前對于滾壓精密螺紋尚未取得廣泛的使用。這主要出于在19世紀末和20世紀初,坯件資料不適于滾壓。跟著坯件資料機械性能的進一步改進,以及精密液壓東西和工藝性能更高的滾絲機床的研制成功,滾絲機螺紋的滾壓加工技能得到更大的普及,并風可以在碳素鈉、合金鋼(包含不銹鋼、東西鋼>、青銅、黃銅、鋁、放、鉆、鎳、粉末冶金和塑料等不同坯件資料上,對各種類型的零件(如絲錐、發動機地腳螺栓和動力螟栓、主軸和絲杠螺紋、空心薄壁件上螺紋等)進行各種螺紋(包含精密螺紋)的滾壓加工。