新式兩軸滾絲機滾壓加工技能得到遍及
新式兩軸滾絲機主要出于在19世紀末和20世紀初,坯件資料不適于滾壓。隨著坯件資料機械性能的進一步改進,以及精細液壓工具和工藝性能更高的滾絲機床的研制成功,滾絲機螺紋的滾壓加工技能得到更大的遍及,并風能夠在碳素鈉、合金鋼(包含不銹鋼、工具鋼>、青銅、黃銅、鋁、放、鉆、鎳、粉末冶金和塑料等不同坯件資料上,對各種類型的零件(如絲錐、發動機地腳螺栓和動力螟栓、主軸和絲杠螺紋、空心薄壁件上螺紋等)進行各種螺紋(包含精細螺紋)的滾壓加工。

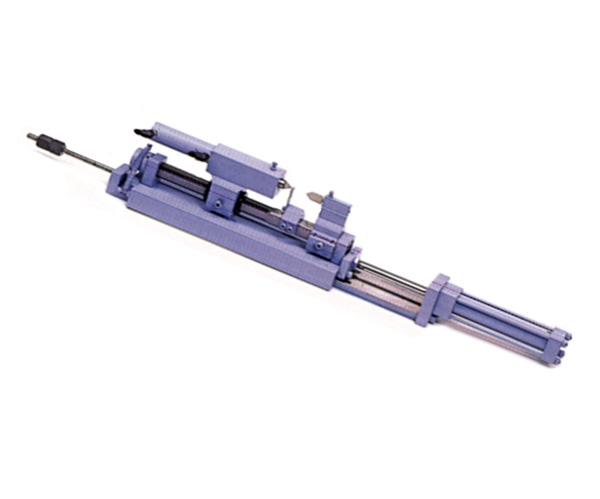
本機的兩主軸作同步、同方向轉動,活動主軸在液力推動下作水平方向的進給運動,兩滾絲輪液壓工使之成為所要求的螺紋及其它形狀。本機主要由機架、傳動箱、固定主軸座、活動主軸尾座液壓系統和電氣部分等組成。固定主軸座及活動主軸座主要用于裝置滾絲輪、滾牙位調整,以及工件螺紋的錐度調整。
滾絲機刀具重磨與替換:剝肋刀切削必定數量鋼筋套筒,刀刃會變鈍,此刻應將剝肋刀拆下,將刀具的前刃面磨去0.2-0.3mm(禁止磨刀刃頂面),裝置后即可從頭運用。剝肋刀刃口崩裂不能正常切削時,可替換新刀片,在替換新的滾絲輪時,調整螺距的墊圈有必要裝置正確,不然不能正常工作。滾絲輪滾軋必定數量的絲頭后,因磨損牙形損壞,不能滾軋出合格絲頭時,應該及時替換新滾絲輪。冷卻液體有必要運用水溶性乳化冷卻液,禁止運用油性冷卻液,更不可用一般潤滑油代替。滾壓機應定時進行保養。沒有冷卻液待加工的鋼筋端部應平整,有必要用無齒鋸下料。且在端部500mm長度規模內應圓直,不允許彎曲,更不允許將氣割或切斷機下料的端頭直接加工。