新式全自動三軸滾絲機的操作進程詳解
新式全自動三軸滾絲機在工業出產中有著非常廣泛的應用,由于選用塑性變形加工的辦法,相比有鐵屑的切削加工加工出來的工件各方面功能強度好。先來說一下滾絲機作業原理,不是那么雜亂。首要依據鋼筋直徑凋整好滾絲機上的滾絲輪、剝肋刀片,然后用滾絲機上的鉗子即將滾絲的鋼筋固定好,滾動滾絲機機頭行進的操控輪,機頭將鋼筋剝脅、三個滾絲輪對鋼筋進行滾動揉捏,形成絲扣,然后反向滾動滾絲機機頭行進的操控輪,退出機頭。由于絲扣是揉捏出來的而不是車床車出來的,所以絲扣部分的強度要高于鋼筋母材滾絲機出的螺紋強度由于設有切斷金屬纖維組織,而由于金屬纖維組織的各向異性,當然是比車出的螺紋強度高。并且疲勞強度遠高于車出的螺紋,能提高90到100!是很驚人的。

全自動滾絲機廠家
新式全自動三軸滾絲機的操作進程
1.接通滾絲機電源,翻開冷卻水閥門,按下正轉起動按鈕,即可滾動進給手柄,向工件方向進給實現切削,當剝肋長度到達要求時,剝肋刀自動打開,滾動手柄持續進給,即可實現滾軋螺紋,當滾絲輪與鋼筋接觸時必定要用力,并使主軸旋轉一周。軸向進給一個螺距長度,當進給到必定程度后,即可實現自動進給,直到整個滾軋進程完結后自動停車,按下反轉起動按鈕,即可實現自動退刀。
2.當滾絲機自動退刀結束后順時針滾動進給手柄將滾軋頭退回到初始方位,此刻剝肋刀自動復位。卸下加工完結的工件即可
3.用環規查看滾絲機螺紋長度,差錯在范圍內為合格;同時用螺紋通止規查看絲頭尺寸,通規能旋入,止規不能旋入或不能完全旋入為合格。
4.滾絲機滾軋反絲時,先將滾軋頭中的滾絲輪恣意兩個交換方位;再將行程開關壓塊前后交換方位,并確保行程不變
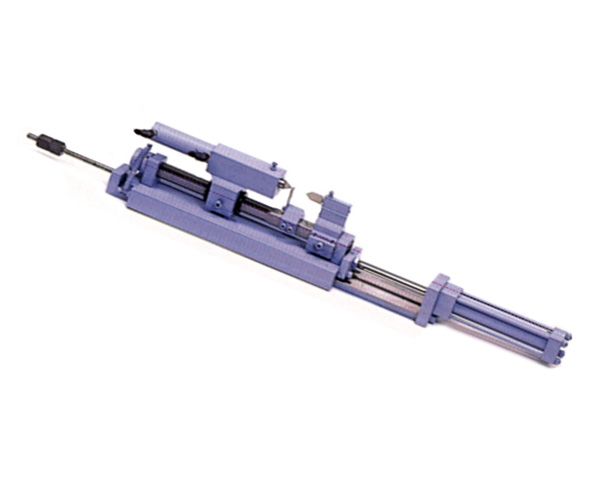
新式全自動三軸滾絲機以結構鞏固、技能精良、修理方便、價格合理深受用戶的歡迎,此產品即可徑向加工又可軸向加工,配以相應的滾絲輪可加工普通螺栓、異型螺栓、通扣絲(牙條),本機結構合理、操控簡潔、質量牢靠,是出產非標螺紋、標準件(螺栓)抱負的設備。該機床將冷態環境中的工件進行螺紋、斜紋、直紋滾壓;斜齒、斜花鍵齒輪滾壓,能在其滾壓力范圍內直、滾光、縮經和各種成形滾壓。機床具有安全牢靠的電液壓執行和操控功能,可使每個作業循環在手動、半自動、全自動三種辦法之間挑選。
新式三軸滾絲機
任何機械設備都有特定的操作規程,需求我們依照規程來對其進行運用操作,才可以優化相關出產加工作業的進行,并確保設備有穩定的運行、優勢的功能發揮以及長久的應用。比方我們在運用液壓滾絲機的時候,就應該依照下面這樣的規程進行操作:
1,進行試車前的預備:需求液壓滾絲機各個部分都處在正常狀況,其才會有優化的運行及運用效果出現出來,因此要求我們開機運用液壓滾絲機之前,先經過查看接線端子是否松動、空氣開關是否和好、收并為之是否現象、電線是否無缺及漏電保護器是否活絡等,為設備做好試車前的預備。
其次 ,開機:在做好試車前的預備之后,我們就可以依照闡明書中的開機操作方面,對液壓滾絲機進行開機操作。
第三,進行操控及調節:要想液壓滾絲機優化進行加工,我們需求在做好開機操作之后,在依據實踐的加工需求,及設備闡明書中的具體調試辦法,對設備相關部分進行操控及條件,比方調整好撤退行程、通絲角度等。