我們在安裝滾絲輪時,應將連根輪桿擦凈,裝卸滾絲輪時先分別將輪桿支撐座卸下,(滾絲輪廠家)將滾絲輪裝在輪桿上,借助調整墊圈將滾絲輪調到所需要的軸向位置,兩滾絲機輪端面應盡量調一 水平面上,滾絲輪與支撐座軸承間以墊圈相結合,防止滾絲輪軸向竄動。
支撐塊裝在支撐座上面,頂端焊有硬質合金,(生產滾絲輪)松開支撐塊緊固螺栓,在支撐塊底部增減墊片來調整支撐塊高低,然后緊固螺栓,支撐塊的高低在滾壓過程中起重要作用。
滾絲機輪及墊圈的安裝:正絲安裝方法一-面向滾軋頭前軸座 ,以任一根偏心軸為- -軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚一中一 薄,再分別安裝滾絲輪 (滾絲輪小面朝外) ,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄-中- 厚。反絲安裝方法一一調換每 個滾絲輪的內外墊圈即可。

根據所加工鋼筋型號,調整剝肋刀開張碰塊的位置保證剝肋長度達到要求值,根據所加工鋼筋型號,調整進刀行程的位置,保證滾軋螺紋有效長度達到要求值。
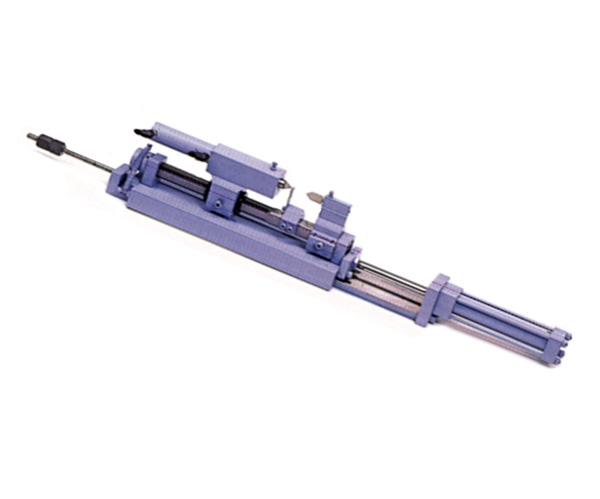
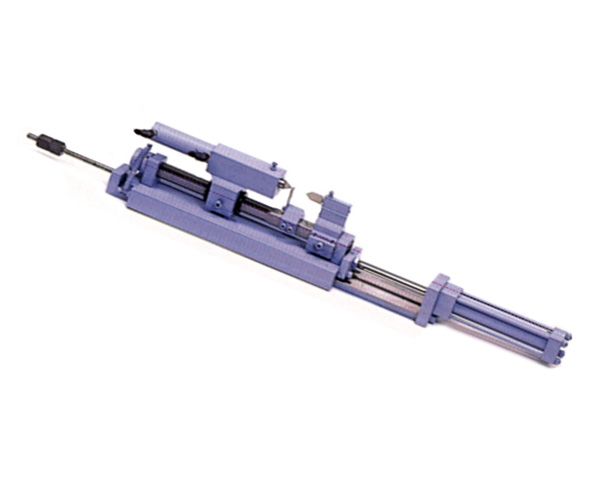
宏標五金機械專業銷售臺灣原裝進口滾絲機,滾牙機,各式滾牙輪,NC圓鋸機,全自動油壓帶鋸機,型鋼倒角機,自動上料機;產品被各地航空及航天、汽車零配件制造加工業等不同領域客戶廣泛使用。公司立足于高起點的發展模式。