填料不正確
毫無疑問,液壓滾絲機在使用中需要填料。使用中的亂絲現象直接與填料不正確有關,特別是增加的鋼筋規格型號與以前有很大的不同,將很好的降低設備的使用價值。為了避免這一現象,我們應該更加重視填充,并確保加固模型的一致性,這是更重要的一點。
錯誤操作
很多人認為使用液壓滾絲機是非常方便和簡單的。事實上,這是不正確的做法。如果操作人員,在使用過程中會出現錯誤,導致導線混亂的發生。因此,人們應更加注意操作,并按要求進行操作,以很好地避免導線亂序的發生。
隨著液壓滾絲機的使用,人們需要采取措施避免線材亂序的發生,而線材亂序發生后,應根據故障原因及時解決,以便更好地保證機械設備的正常運行。
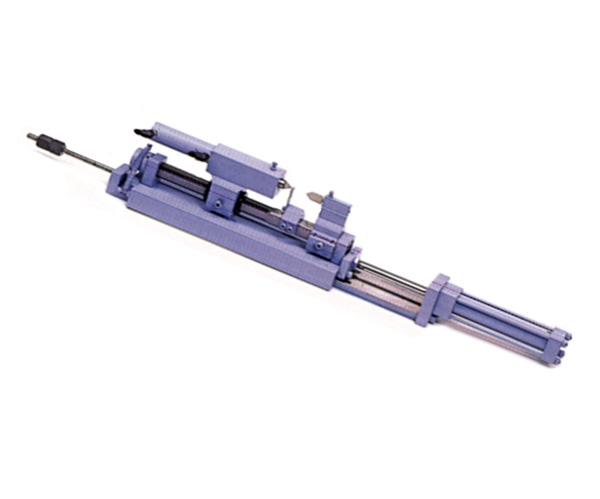
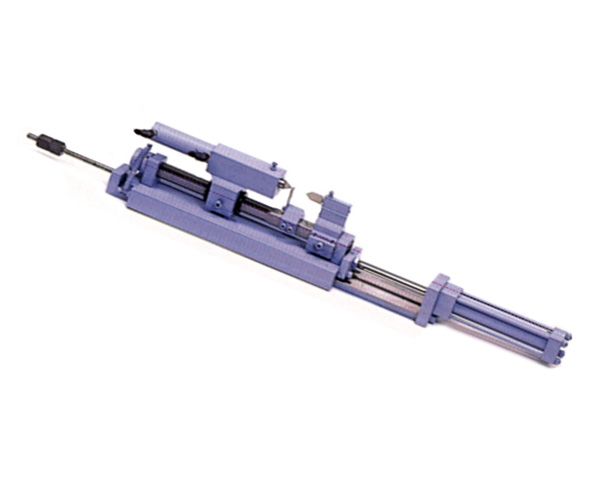
液壓滾絲機的調整與操作介紹

液壓滾絲機的冷軋工藝是一種先進的非切削工藝,可提高工件的內部和表面質量。加工過程中產生的徑向壓應力可以顯著提高工件的疲勞強度和扭轉強度。是一種快捷、節能、低耗的理想工藝。
1.更改開關的任務狀態,可以選擇主動滾動、踏板滾動和手動滾動。主動重復形式:啟動水輪發電機,將折衷開關轉到主動,根據液壓需求區分和調動主動滾動時間和前進休息時間。此時,滑動座受向前休息時間代替進給活動所控制的液壓作用,滑動座受向前休息時間代替向前休息活動的控制。踏板式重復形式:插入踏板線路連接器,該連接器經常使用重復器停止任務,用踏板按下開關,滑動座椅在液壓下移動,在任務滾動后開始,滑動座椅在液壓下向后折疊。
2.安裝螺紋滾柱時,擦拭螺紋滾柱連桿。搬運螺紋滾柱時,首先拆下輪桿支撐座,將螺紋滾柱安裝在輪桿上,通過調整密封圈將螺紋滾柱調整到所需的軸向位置。兩個螺紋滾柱的端面應過度調整到一定程度,螺紋滾柱與支撐座軸承之間應結合密封圈,以防止螺紋滾柱軸向上移動。
3.支撐座應位于工件的中點位置。隨著軋件直徑的變化,支撐座的位置也需要改變。動員方法:抓住兩個流量螺母,將支撐座移動到所需位置,擰緊螺母。
4.支撐塊安裝在支撐座下方,頂部用硬質合金接焊。抓住支撐塊的緊固螺母,增減支撐塊底部的墊子,調整支撐塊的上下,然后緊固螺母。支撐塊的上下在軋制過程中起主要作用。