滾絲機故障如何處理? 1、你要確定你的滾絲機是等錐還是錯錐,調整墊片的順序或滾輪的順序。滾絲機試件法調整方法:刀自動回縮后,順時針轉動送料手柄,使滾絲頭回到初始位置。此時,剝肋刀會自動復位。并卸下加工好的工件。滾絲機壓痕法的調整方法:用T形支架支撐工件,使其在兩個滾絲輪之間保持正確的位置進行滾絲。如需特殊規格的T形支架或支撐塊,用戶需自行準備。工作行程相當于螺紋的齒廓高度。當滾絲機的剝肋長度符合要求時,剝肋刀會自動打開并轉動手柄繼續送料,從而繞線。滾輪與鋼筋接觸時,應較硬,主軸應轉動一次。軸向進給是一個節距長度。當進料達到一定水平時,即可實現自動進料。整個滾壓過程完成后,可實現自動停止,然后退刀。

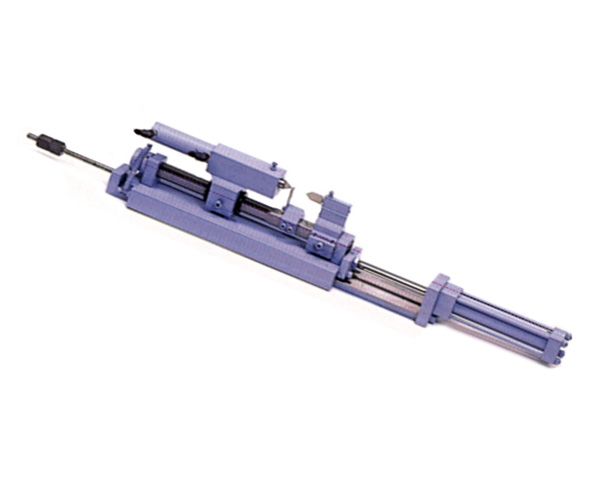
螺紋滾絲機用于將鋼筋一步切斷、滾壓,以達到加強鋼筋端頭和螺紋加工的目的。解決了鋼筋加工前末端預處理,同一設備需要多次軋制的問題。這樣,減少了現場加工和多次鋼筋搬運,提高了現場生產加工效率;滾絲機采用一個滾絲頭實現各種規格鋼筋的滾絲加工,解決了同類設備對鋼筋端頭的問題。加工直螺紋,每種規格需要一個滾絲頭。